Introduction
Within automotive brake manufacturing, an off-by-one-micron mistake or material variability results in poor braking effectiveness, unusual sounds, or worst-case scenarios where safety concerns may arise, ultimately leading to expensive recalls and untold damage to the brand. Automotive engineers and procurement managers find themselves at a crossroads as they strive to push the envelope with light and powerful designs but at the same time ensure that each and every brake piston, caliper, and rotor is completely reliable and consistent. Performance must not compromise safety.
At times, the source of this problem lies outside single-axis machining accuracy. It is difficult to control the deformation caused by cutting temperature, batch-to-batch material variance, and total traceability throughout the entire process. Achieving print tolerance no longer meets the increasingly exacting standards of the modern automotive industry. In this article, it will be shown how combining the absolute power of CNC precision machining with a comprehensive approach towards engineering can create brake parts which simply do not exhibit any performance variation through engineering solutions alone.
Why Are Micron-Level Differences in Critical Brake Components Causing Macroscale Brake Failure and Vehicle Recalls?
Such micron deviations in key items of a braking system cannot be regarded as simple statistical glitches – they are what make systems fail. In a system that relies on hydraulic force, heat and friction, while under significant strain, even a micron error will result in a domino effect and the brake system won’t work at all. Understanding what causes the failure will hold the key to resolving it. The choice of new aluminum alloys, like A356 or 6061, or as stainless steels, like 17-4 PH, depends on an engineering trade-off.
1. The Domino Effect of Geometric Defects on System Efficiency
An out-of-roundness defect in the micron level of a piston causes sealing issues, resulting in leaks that produce a spongy brake pedal effect. Additionally, even minute defects in the thickness variance (TV) of a rotor can lead to inconsistencies in the rotor, making the disc thickness vary (DTV), thus leading to pedal pulsations and accelerated wear. Most importantly, any minor imbalance or runout in a rotating part gets multiplied at high speeds, causing vibrations that manifest in the form of brake judder and noises.
2. From Specification Failure to Costly Recall: Compliance Failure
Compliance with technical specifications is only the starting point, not the finish line. While an item might pass a rudimentary go/no-go inspection, this does not necessarily mean that the part does not suffer from performance-reducing problems. Most recalls stem from process drift, material certification deficiencies, and poor Statistical Process Control (SPC). The cost involved is not limited to manufacturing new parts but also includes logistics, possible government penalties, and, above all, damaged consumer confidence. This is why automotive component manufacturing standards such as IATF 16949 cannot be seen as red tape but rather as vital frameworks to prevent defects.
3. Material-Process Interaction: Precision through Metallurgy
Product performance relies as much on material quality as it does on dimensional consistency. Unstable materials may lead to localized softening or residual tension in a caliper, which will lead to failure due to premature fatigue cracking under cyclic pressure loads. Likewise, for rotors, machining-related thermal changes affect flaking resistance at the friction surface and thus wear. It is important to understand that precise CNC machining of brake components requires controlling not only the geometry but also metallurgical performance introduced during the process.
How Is Thermal Management in Precision CNC Turning Implemented to Prevent Thermal Distortion in Brake Rotors?
Brake rotors are highly susceptible to heat, which can lead to deformations due to the occurrence of metallurgical changes and residual stresses. Precision CNC turning takes a step further than regular turning by actively managing the generated heat to eliminate thermal distortion, thus ensuring accuracy and extending the product’s life span.
1. From Continuous Turning to High-Pressure Interrupted Turning: A Physic-Based Approach
Regular turning can create a localized heat area. However, the advanced technique uses a high-pressure interrupted turning process. High-pressure interrupted turning involves optimized chip breakers and interrupted cuts. Between these cuts, heat dissipation occurs. Also, a high pressure of up to 7 MPa coolant passes through the cutting edge, removing the generated heat. The technique prevents heat penetration into the part. Thus, the physical structure of the pearlite matrix in the gray cast iron remains unchanged.
2. Generation of Desirable Stress with Toolpath and Tool Design
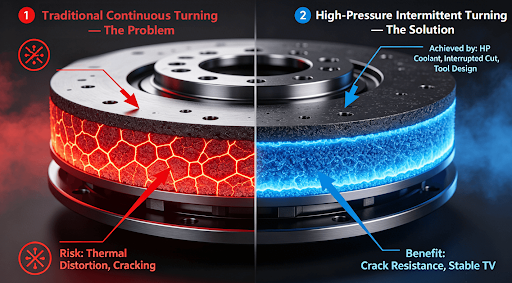
A compressive residual stress state is created in the rotor’s crucial friction surface as part of the finishing operation. By employing a specially-designed tool with a negative land angle, a precise amount of shallow plastic deformation can be created (about 0.05mm in depth). This deliberate creation of compressive stress provides a resistance effect against the tensile stresses formed when braking, greatly increasing the temperature threshold for crack formation.
3. Validation Outcomes: Theory into Practical Effectiveness
The effectiveness of this approach can be measured. If this controlled method were adopted for CNC machining of automotive brake rotors for their turning, it would ensure consistent thickness variation (TV) to ±0.02mm, which is a 60% reduction from the typical ±0.05mm tolerance in the industry. This results in minimized brake pedal pulsation and extended longevity. Ensuring such process control demands extensive practical know-how. For an elaborate discussion on high precision turning parts manufacturing, refer to the comprehensive guide.
Beyond Machining: What Role Does Material and Heat Treatment Play in Deciding Brake Caliper Performance?
Though machining determines form, the material’s natural behavior dictates a part’s inherent resistance to loads, fatigue, and environmental conditions. For brake calipers, which must be light and able to endure massive clamping forces and heat cycles, material selection and processing are as important as toolpath in determining performance.
1. The Aluminum/Steel Dilemma: Optimizing Materials for Certain Performance Targets
Selecting either advanced aluminum alloys (A356, 6061) or stainless steels (17-4 PH) necessarily is the result of an engineering trade-off. Although they are lighter than stainless steel and have great strength-to-weight ratios, advanced aluminum alloys may have to be properly designed for their parts to be stiff enough. Conversely, it is still more durable as a material even though it is heavier. It all depends on what the design calls forif it is an electric vehicle (maximizing fuel economy), then it is aluminum, while a steel formula is great for a racecar. And proper brake caliper machining begins here.
2. Realizing Full Potential: Post-Machining Heat Treatment Is Essential
To ensure fatigue strength and dimensional stability, heat treatment (T6) is mandatory for aluminum calipers. The solution treatment and artificial aging will precipitate the necessary strengthening phases in the alloy’s microstructure. It is crucial to know the exact time-temperature parameters for the aging treatment because any deviation may result in areas of low hardness or extreme distortion. The former may compromise the required fatigue strength, while the latter may invalidate the previous machining. Therefore, supply chain visibility and close cooperation with qualified material and heat treatment partners are vital in this step.
3. Maintaining Consistency in Material Properties Through Batch Production
For consistency in performance, it is essential to ensure that the material undergoes the same processing until it becomes a finished product. Not only is it necessary to have a material certificate, but mechanical testing and, if applicable, microstructural examination of the first article must be performed on every batch. Setting up and reviewing such procedures with material partners is an integral part of gaining access to advanced manufacturing capabilities.
What Is Genuine “Batch Consistency” of Brake Components, and How Is It Verified and Guaranteed?
Consistency of brake components is a complex concept that includes dimensional accuracy, material property uniformity, and consistent performance. It is opposed to randomness and is the key prerequisite of reliability. Ensuring consistency involves transitioning from inspection at the end of production to preventive measures during manufacturing processes, with data being used as the basis for control.
1. Multi-Sensor Metrology: Measurement of Complex Attributes
Real consistency of brake components is ensured by various metrology systems. CMMs determine geometrical features, roundness and cylindricity measuring devices determine minor deviations necessary for proper sealing and rotating of parts. Spectroscopes prove that materials have the required chemical composition, and hardness testers check whether the heat treatment was effective. In case of rotors, balancing machines measure dynamic balance.
2. Statistical Process Control: The Predictive Nerve Center
The backbone of any modern quality system lies within the concept of predictive statistical process control (SPC). Characteristics such as outer diameter of the piston or bore roundness of the caliper are constantly monitored during the production cycle. All collected data is graphed onto control charts. The benefit of the SPC is in being able to spot any trends towards the control limits even before an out-of-control item gets produced, allowing a machine to be adjusted ahead of time. Moving from detection to prevention is the cornerstone of reaching CpK ≥ 1.67.
3. Digital Traceability: Connecting Parts With Their Origin
Traceability is another pillar upon which reliability is built. Each manufactured item receives its own Data Matrix code that serves as its digital identity and allows for tracing all the way back to the origin point. It includes raw material melt certificate, all process parameters during the machining, all in-process data obtained by means of SPC, as well as inspection results at the end of production. This is precisely what is required by NIST’s Smart Manufacturing Framework, among other frameworks.
Is There More to Industry Certification (e.g., IATF 16949 and AS9100D) than Merely Meeting Compliance Requirements for OEMs?
When it comes to industry certification for OEMs, the focus should not be simply on compliance but rather using certification as an assessment of the supplier’s systemic maturity in risk management. Certification requirements such as those included in IATF 16949 (automotive) and AS9100D (aerospace) demonstrate the organization’s commitment to developing a preventive quality culture. In doing so, it is the process-driven aspects that offer protection to OEM against supply chain disruptions or product failure.
- IATF 16949: A Preventive Network: The core tools that are required by IATF 16949 are APQP PPAP FMEA, SPC and MSA. For process design It helps to run a PFMEA upfront to try to eliminate failure modes. The PPAP makes it clear that the process makes products that meet the design specification. This approach can help prevent errors that lead to late engineering changes or lines shutdown and loss of supply chain transparency.
- The Extreme Rigor of AS9100D: Implications for Automotive Safety: Although an aerospace standard, AS9100D sets a much higher standard for configuration management and traceability. The standard’s emphasis on the absolute need for extremely rigorous control of design changes, unique part identification, and counterfeit parts management implies an attitude of extreme thoroughness. In a supplier company that serves both industries, this attitude of extreme rigor is extended to everything else, giving extra assurance to automotive OEMs.
- Converting Certification from Liability to Competitive Edge: Thus, a certified supplier offers more than just certification paperwork; they offer a framework that mitigates the validation effort and risks of the OEM. The structured, data-oriented process enforced by these certifications results in more efficient production, lower incoming quality control rejections, and smoother delivery of quality components. Working with a highly seasoned CNC turning part manufacturing supplier that embraces these concepts is a strategically sound choice that protects your brand image, secures uninterrupted production, and assures you that each part will behave as intended, all the time.
Conclusion
In terms of braking systems, precision is no longer simply about precision; it now encompasses predictability, consistency, and root cause proof against error. It is only by combining precision CNC turning with state-of-the-art materials science, metrology, and quality assurance that brake system makers will be able to close the distance between a part that merely passes inspection and a safety-critical component that elicits total trust. The engineering confidence achieved with these techniques, demonstrated by data and systems certifications such as ISO/TS 16949, offers the OEM the highest level of component assurance available.
FAQs
Q1: What is a realistic lead time for prototype and low volume manufacture of precision CNC turned brake components?
A: For relatively straightforward components of commonly used materials, a first article may take 2-3 weeks, including design for manufacturing and inspection. For low volume runs, 4-6 weeks would be more reasonable.
Q2: How do you manage runout and balancing in CNC turned brake rotors to eliminate vibrations?
A: Runout and balancing can be done through several steps. Initial steps involve precise positioning and fixturing of the rotor in order to eliminate any possible imbalance before any work begins. The cutting process must have a balanced approach in order to avoid distortions due to stresses. In addition, there is a final balancing of the rotor using a computerized balancing machine.
Q3: What are some key differences in machining aluminum calipers compared to casting iron rotors?
A: Tool selection and parameter adjustment for aluminum differs significantly. Aluminum machining utilizes sharp and polished tools that possess positive rake angles with higher spindle speeds, with special attention paid to chip removal. On the other hand, machining cast iron calls for a more heat management oriented approach in terms of tool coating and coolant application.
Q4. Why is the material traceability and how is it obtained for brake parts?
A: Material traceability is necessary because firstly it allows the manufacturer to perform a correct recall when there is a safety problem with a lot of material; secondly, it guarantees that the product is analyzable to find out the cause of a problem. It is assured by establishing an exhaustive documentation record from the mill.
Q5: In addition to ISO 9001, why should an automotive brake component supplier be certified to IATF 16949?
A: IATF 16949 calls for a proactive, risk-based preventive approach. The organization must employ the Core Tools to systematically prevent failure modes prior to production. This gives the OEM assurance in the quality of its PPAP, lessens disruptions in the supply chain, and partners with an organization committed to continuous improvement and defect prevention.
Author Bio
The information contained within this article is brought to you by an engineer who possesses extensive knowledge in manufacturing safety-critical automotive parts using precision techniques. If you require a customized analysis report that will be provided by LS Manufacturing engineers on how to optimize manufacturability and performance of your specific brake part, send in your drawings and performance specifications absolutely free of charge.